
- Modèle : VK-TFS-002U
- Alimentation : 220 V/50 Hz/monophasé
- Puissance : 1500w
- Fréquence : 20 kHz
- Longueur du tube : 40-280 mm
- Diamètre du tube : 10-80 mm
- Volume de remplissage : A : 5-30 ml B : 6-60 ml C : 10-120 ml D : 25-250 ml E : 50-500 ml (facultatif)
- Taille: 735*670*1300mm
- Poids : 130 kg
Voir la vidéo
Fonction et application
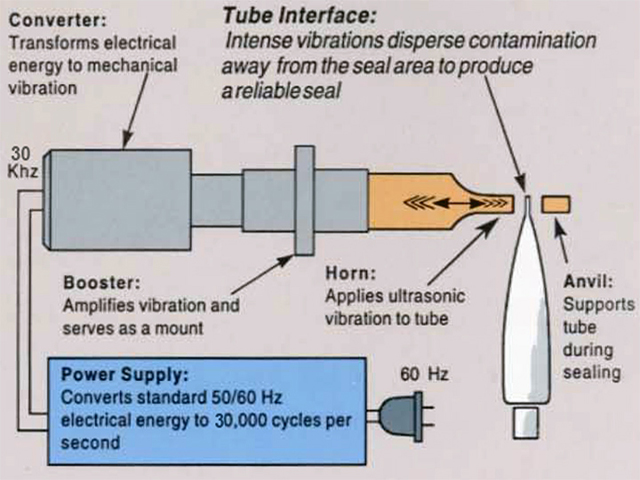
Utilisez des ultrasons pour souder la queue du tube souple en plastique. Ne nécessite aucun adhésif, remplissage ou solvant lors du soudage, ne consomme pas de grandes quantités de chaleur et est facile à utiliser, à grande vitesse de soudage et à haut rendement.
Cette machine est largement utilisée dans le dentifrice, les cosmétiques, les produits médicaux, les tubes alimentaires et industriels, etc.
Paramètres principaux


| Modèle | VK-TFS-002U |
| Alimentation électrique | 220V/50HZ/Monophasé |
| Pouvoir | 1500w |
| Fréquence | 20 kHz |
| Longueur du tube | 40-280 mm |
| Diamètre du tube | 10-80 mm |
| Volume de remplissage | A : 5-30 ml B : 6-60 ml C : 10-120 ml D : 25-250 ml E : 50-500 ml (facultatif) |
| Taille | 735*6701300mm |
| Poids | 130 kg |
Schéma de la machine à sceller
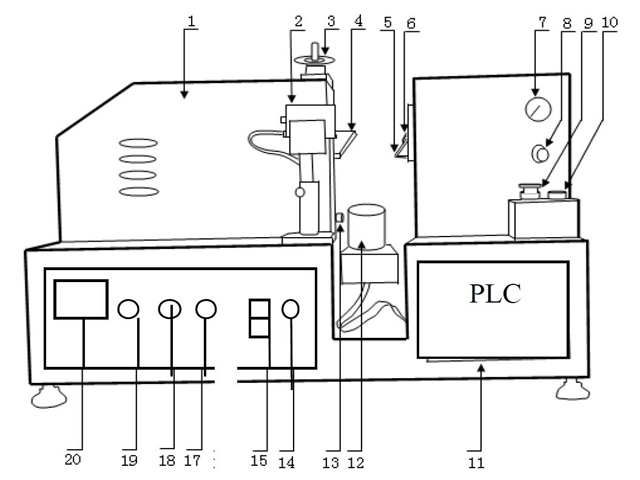
- Corps principal
- Capteur
- Réglage de la hauteur du tube
- Moule avant
- Moule arrière
- Coupeur
- Manomètre à gaz
- Réglage de la pression du gaz
- Bouton d'urgence
- Bouton de démarrage
- Automate programmable
- Titulaire
- Réglage de l'écartement des moules
- Lampe de puissance
- Interrupteur d'alimentation
- Régler
- Vérification OSC
- Lampe de surcharge
- Compteur de chargement
(Remarque : veuillez vérifier si la vis du moule avant est dotée d'un verrou solide, car vous avez peur lors du transport et la vis est desserrée)

Pièce d'étanchéité
- Démarrage du moteur : cela permet de contrôler le fonctionnement du support de tube
- Démarrage du cylindre d'alimentation : ceci permet de contrôler l'alimentation du porte-tube
- Démarrage du cylindre à ultrasons : il permet de contrôler le fonctionnement du moule ascendant et descendant.
- Démarrage du cylindre de coupe : il sert à contrôler le coupeur
- Cylindre de remplissage : Ceci permet de contrôler l'étoile du cylindre de tête de remplissage ou de l'arrêter lorsque le manuel
- Début de remplissage : Ceci permet de contrôler le démarrage du remplissage ou de l'arrêter lorsque le manuel
- Démarrage ultrasonique : Ceci sert à contrôler la fréquence, c'est le même que le « 18. Contrôle OSC »
- Orientation du tube activée : cela permet de contrôler la fonction Sense désactivée/activée
- Réglage du temps : Ceci permet de régler le temps de retard/temps de soudage/temps de maintien
- Temps de retard : 0,80
- Temps de soudage : Tube de diamètre 20, le temps sera d'environ : 0,20, Tube de diamètre 30, le temps sera d'environ 0,40, Tube de diamètre 40, le temps sera d'environ 0,50, Tube de diamètre 50, le temps sera d'environ 0,7
- Temps de maintien : 0,35
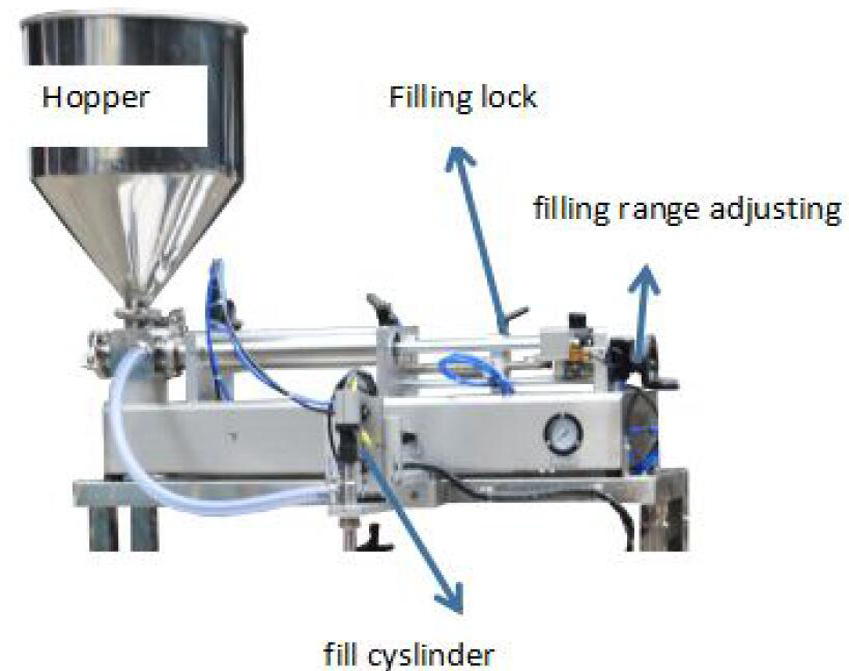
Partie de remplissage
Processus d'opération
- Connectez correctement l’alimentation et l’air comprimé (nous suggérons 0,5 MPa).
- Appuyez sur l'interrupteur d'alimentation
- Appuyez sur le bouton « OSC check » et réglez le « bouton Tune » en même temps. Veuillez utiliser la vis sur le bouton Tune, vous pouvez tourner vers la gauche ou la droite, tout en trouvant le minimum de « Signal light » (il sera environ inférieur à 1A) fixe « Frequency adjustment ». (n'appuyez pas sur « OSC check » en continu, appuyez dessus par intermittence)
- Placez le tube sur le support.
- Appuyez sur « Démarrage du cylindre à ultrasons », le moule avant et le moule arrière seront fermés. Réglez « Réglage de l'écartement des moules », laissez les deux moules se toucher et sans écart. Appuyez sur « Contrôleur de coupe » et confirmez que le coupeur fonctionnera sans problème. (Vous devez placer le tube en plastique sur le support de tube lorsque vous effectuez le réglage)
- Réglez le moule avant, le moule arrière et le couteau dans leur position d'origine.
- Placez le tube sur le « support » et appuyez sur « Démarrage du cylindre d'alimentation », le tube passera entre deux moules. Ajustez la hauteur du support si nécessaire. (Nous suggérons que le tube soit plus haut que le moule arrière de 2 à 3 mm)
- Remettez le tube dans sa position d'origine.
- Réglez sur le statut automatique, activez le capteur si le tube a un code couleur, sinon désactivez-le.
- Appuyez sur « Auto » et la machine fonctionnera automatiquement.
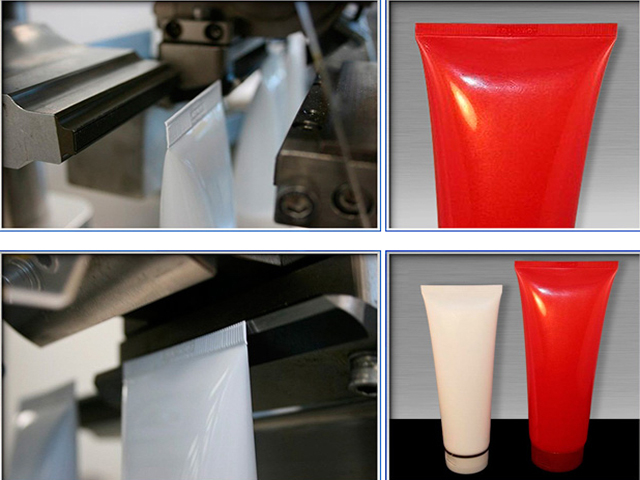
Échantillons


Échec et remède
| Échec | Cause | Remède |
| La machine ne fonctionne pas ou fonctionne anormalement | Pas d'électricité ni d'air comprimé | Connectez l'alimentation et l'air comprimé |
| Faible pression d'air comprimé | Augmenter la pression de l'air | |
| Débordement ou altération du plastique après soudage | Deux moules trop fermés ou trop écartés | Régler l'écart entre deux moules |
| Bord rugueux après la coupe | Cutter émoussé | Aiguisez le couteau ou remplacez-le s'il est tranchant. |
| Le coupeur a un grand espace entre le moule arrière | Faire en sorte que le cutter touche le moule arrière |
Vous pourriez aimer
 Machine de remplissage et de pesage automatique de beurre d'arachide à godets linéaires
Machine de remplissage et de pesage automatique de beurre d'arachide à godets linéaires- Équipement de capsulage rotatif à grande vitesse à 8 têtes pour bouchons de pompe
- Machine d'étiquetage double face pour barre de savon à surface plane
- Équipement d'étiquetage horizontal à grande vitesse pour bouteilles rondes, flacons, seringues
- Machine de remplissage et de capsulage de liquides d'huile essentielle de bouteilles en verre rotatives servo
- Équipement de capsulage rotatif de bouteilles de jus en plastique avec alimentateur élévateur à couvercle
- Ligne de bouchage et de remplissage d'huile essentielle pour petites bouteilles de liquide rotatives
- Étiqueteuse de seringues semi-automatique avec imprimante de codes de date
- Machine de capsulage à vis pour pots de crème cosmétique à servomoteur à deux têtes
- Machine automatique de remplissage et d'étiquetage d'huile d'olive Ropp









